Karena industri dirgantara menerapkan material yang lebih sulit untuk dikerjakan, produsen memerlukan alternatif terhadap proses pemesinan konvensional, seperti broaching saat menghasilkan geometri pohon cemara pada disk mesin jet. Pemesinan pelepasan listrik kawat (EDM) sangat akurat dan konsisten, dan analisis menunjukkan bahwa biaya proses EDM kawat oleh mesin yang didedikasikan untuk pemrosesan suku cadang dirgantara setara dengan biaya broaching sambil mempertahankan tingkat produktivitas yang sama.
Broaching memotong material dan dapat mengeraskan permukaan bagian dalam prosesnya, terutama pada material luar angkasa yang canggih saat ini. Bahan-bahan luar angkasa baru ini, pada gilirannya, menyebabkan bros cepat aus dan kusam. Jadi, waktu henti biaya dan pemeliharaan meningkat, sehingga berdampak pada efisiensi. Wire EDM, di sisi lain, hemat biaya dan memotong bentuk apa pun dengan mudah pada material yang menantang ini.
EDM dapat beradaptasi dan dengan cepat melakukan pergantian untuk memotong geometri bentuk baru. Namun, broaching membutuhkan waktu hampir satu tahun untuk mengembangkan alat yang benar-benar baru. Karena beberapa EDM menggantikan satu sistem broaching, produsen memperoleh peningkatan keandalan produksi. Mereka menghindari penghentian operasi karena satu mesin pengangkut mereka sedang tidak berfungsi untuk pemeliharaan atau perbaikan. Memiliki beberapa EDM, dibandingkan dengan satu atau dua sistem broaching, memberikan produsen opsi untuk menyebarkan produksi ke lokasi global yang berbeda jika diperlukan.
Fleksibilitas kini menjadi persyaratan penting bagi toko dirgantara. Selain desain cakram mesin jet saat ini dan yang baru, sejumlah besar mesin lama memerlukan suku cadang pengganti. Produsen memerlukan permesinan yang didedikasikan untuk tantangan dirgantara dengan jangkauan dan kemampuan yang mendukung produksi desain disk saat ini dan versi lama secara efisien dan hemat biaya.
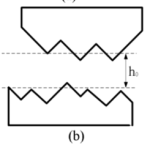
Salah satu mesin tersebut adalah EDM kawat khusus AgieCharmilles CUT S 400 Solusi Pemesinan GF. EDM seperti ini meningkatkan produksi keseluruhan cakram turbin mesin jet dirgantara, khususnya, memotong pola bilah pohon cemara. EDM kawat khusus tersebut memungkinkan produsen memotong diameter bilah turbin yang lebih luas dengan lebih sedikit gangguan produksi yang disebabkan oleh pengaturan EDM pada umumnya. Fitur utama dari EDM ini mencakup meja putar miring B/C, perangkat lunak probing dalam proses dan pelacakan khusus, serta fungsionalitas perangkat lunak lainnya. Sistem tabel tidak hanya menyempurnakan proses EDMing suku cadang luar angkasa yang besar dan berat, namun juga memungkinkan alat berat diotomatisasi dengan mudah.


Dalam pengembangan mesin tersebut, berat dan ukuran benda kerja menjadi faktor utama yang diatasi dengan meja khusus, non-konvensional, dan bergaya non-trunnion. Alih-alih konfigurasi konvensional, desainnya menggunakan meja putar sumbu C dengan putar sumbu B, yang keduanya bergerak dalam sumbu berbentuk bulan sabit yang berorientasi horizontal yang memberikan gerakan bergoyang ke kanan dan kiri.
Meja ini memungkinkan alat berat menangani beban yang jauh lebih berat—hingga 660 pon (300 kg)—tanpa risiko tertekuk, yang dapat terjadi pada meja putar/miring konvensional. Yang membedakan desain dan memberinya kekuatan adalah meja tersebut dipasang pada casing mesin dan tertanam di dalam mesin itu sendiri.
Di masa lalu, OEM wire-EDM akan menempatkan tabel A/B di atas tabel standar mesin yang sudah ada. Sayangnya, benda kerja akan berada terlalu tinggi, sehingga memerlukan pergerakan sumbu Z yang sangat tinggi. Karena benda kerja berada pada posisi yang sangat tinggi, nozel pembilas bagian bawah alat berat berada jauh dari zona pemotongan sehingga menyebabkan kondisi pembilasan yang buruk serta mengurangi kecepatan dan akurasi pemotongan.
Dengan suku cadang mesin jet luar angkasa yang besar, otomatisasi pada EDM kawat dengan tabel A/B standar menjadi sangat sulit. Meja miring standar memakan banyak ruang kerja alat berat dan membatasi kemampuan manuver robot untuk memuat dan membongkar komponen. Namun, dengan tabel A/B pada CUT S 400 berada di bawah lengan bawah, robot otomasi memiliki jalur yang jelas menuju zona kerja.
Desain meja bergaya non-trunnion memungkinkan otomatisasi yang mudah. Untuk alasan yang sama, semua kabel daya dari mesin dilepas dan dialihkan ke bagian belakang selubung kerja untuk menambah jarak ruang kerja dan menghilangkan interferensi. Selain itu, kepala pemandu atas dan bawah bergerak keluar agar robot dapat masuk untuk memuat dan membongkar komponen, kemudian kembali ke tempatnya selama pengoperasian EDM.
Fungsionalitas pada alat berat khusus ditujukan untuk material yang keras. Teknologi generator canggih ini—dikembangkan dan diuji melalui penelitian bertahun-tahun—memastikan integritas permukaan dan menghilangkan lapisan perombakan atau retakan mikro yang terlihat setelah beberapa kali pemotongan trim.

Solusi Wire EDM untuk Pemesinan Suku Cadang Dirgantara | Industri Manufaktur