
[ad_1]
Presisi cetakan berdampak langsung pada konsistensi produk akhir, kualitas permukaan, dan stabilitas produksi, sementara umur cetakan sangat penting untuk pengendalian biaya. Di antara teknologi pemrosesan cetakan, pemesinan pelepasan listrik adalah metode pemesinan presisi inti karena keunggulan non-kontaknya. Teknologi ini mengungguli permesinan mekanis tradisional dalam produksi cetakan presisi yang kompleks, sehingga memungkinkan terobosan dalam lokalisasi cetakan kelas atas di Tiongkok.
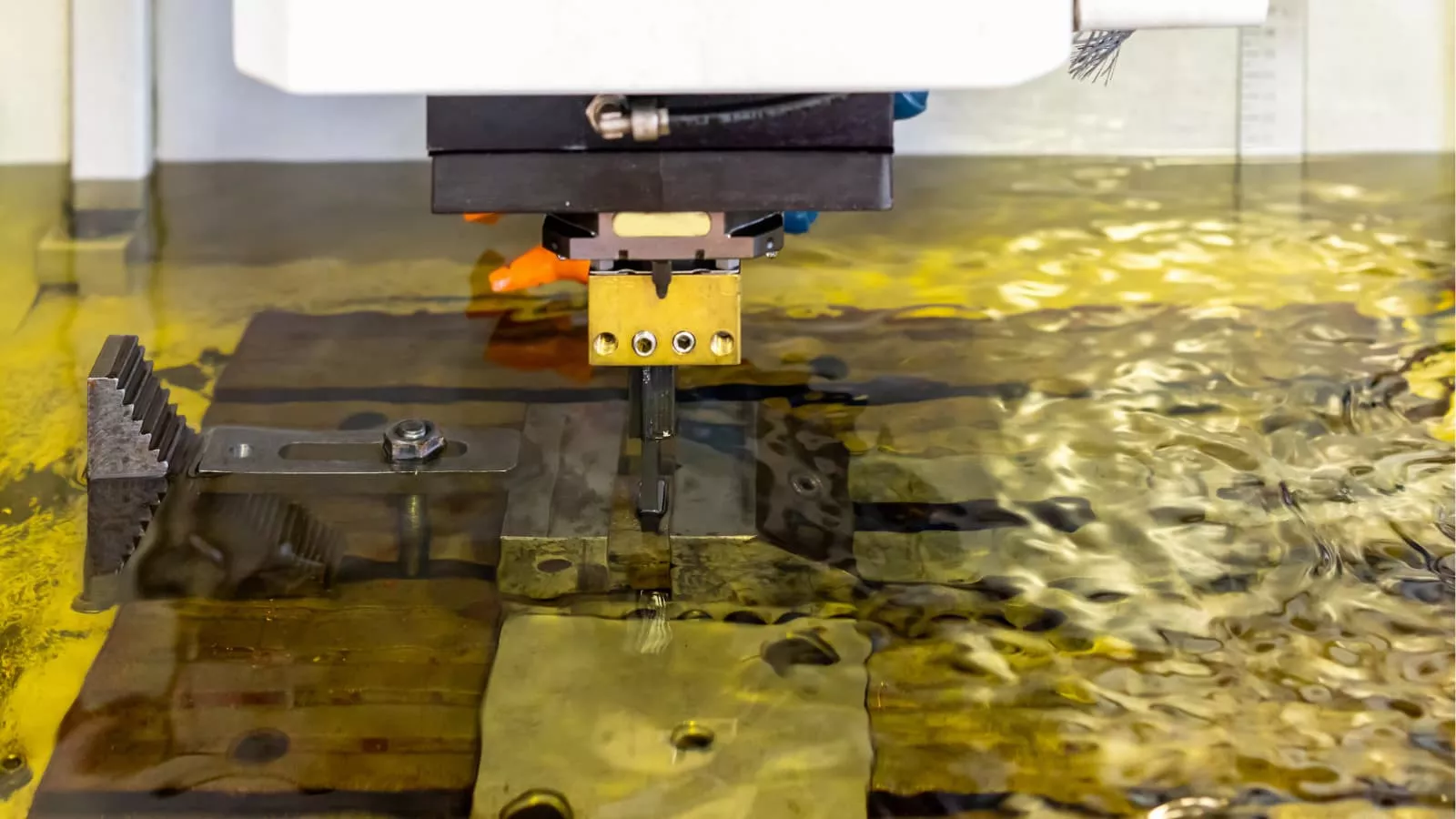
EDM beroperasi berdasarkan prinsip erosi pelepasan pulsa, yang melibatkan 4 langkah utama: Pertama, media isolasi, biasanya minyak tanah atau air deionisasi, digunakan antara elektroda pahat dan benda kerja, dengan sistem servo yang menjaga celah pelepasan 0,01 hingga 0,1 mm. Kedua, catu daya pulsa frekuensi tinggi menciptakan saluran pelepasan plasma ketika medan listrik melebihi ambang batas kerusakan medium. Ketiga, suhu 10.000 hingga 12.000℃ di saluran melelehkan/menguapkan logam lokal, membentuk kawah mikro. Terakhir, media membuang material yang terkikis, dan pengumpanan elektroda membentuk struktur presisi yang sesuai dengan bentuk elektroda. Pendekatan non-kontak ini menghilangkan tekanan mekanis, getaran, dan keausan alat, serta menangani material HRC50+ yang menantang metode tradisional.
Keuntungan EDM dalam Pembuatan Cetakan
Pemrosesan Struktur Kompleks
Cetakan presisi sering kali memiliki rongga yang dalam, slot sempit, lubang mikro, atau kontur yang dipotong, sehingga sulit untuk dikerjakan melalui penggilingan atau penggilingan karena kekakuan alat atau masalah aksesibilitas. Pemesinan Pelepasan Listrik menggunakan replikasi bentuk: elektroda pelengkap memungkinkan pembentukan yang presisi melalui erosi pelepasan. Untuk cetakan pengepres panas kaca 3D ponsel, mesin elektroda tembaga alur radius 0,5 mm, slot mikro dengan jarak 0,15 mm, dan tekstur mikron dalam satu lintasan dengan toleransi ± 0,002 mm. Ini juga memecahkan pemesinan slot sempit 0,8mm×12mm untuk cetakan panel otomotif, menghindari kerusakan alat penggilingan.
Presisi Submikron yang Stabil
Peralatan EDM modern mencapai kontrol umpan tingkat nanometer. Dengan pengoptimalan daya pulsa presisi tinggi, dimensi utama dipertahankan pada ±0,005 mm, memenuhi persyaratan cetakan optik dan semikonduktor. Tiga pilar teknis memungkinkan hal ini: servo loop tertutup penggaris kisi untuk koreksi kesalahan umpan, lebar pulsa yang dapat disesuaikan untuk pengendalian erosi yang tepat, dan sistem adaptif yang menyesuaikan parameter untuk mencegah erosi berlebihan. Cetakan lensa optik, misalnya, mencapai toleransi rongga ±0,003 mm dan akurasi permukaan λ/5 (λ=632,8nm) tanpa pasca-penggilingan.
Kualitas & Efisiensi Permukaan Tinggi
Proses EDM “kasar-semi-selesai-selesai” mencapai kekasaran permukaan Ra 0,1-Ra 0,8μm. Hal ini memenuhi kebutuhan cetakan optik/medis dan mempersingkat waktu pemolesan: rongga cetakan injeksi hanya memerlukan 2 hingga 4 jam pemolesan pasca-EDM, dibandingkan 20-30 jam setelah penggilingan. Pengecoran mati cetakan mendapat manfaat dari permukaan mikro-kasar EDM, yang mengurangi lengket dan memperpanjang umur hingga 30%.
Kemampuan beradaptasi terhadap Skenario Khusus
EDM unggul pada cetakan berdinding tipis dan mikro, menghindari deformasi melalui pemrosesan non-mekanis. Ini hanya membutuhkan konduktivitas material, pemrosesan material magnetik dan semikonduktor untuk industri energi dan elektronik baru.
Proses EDM Utama untuk Cetakan Presisi
Desain & Manufaktur Elektroda Presisi Tinggi
Elektroda bertindak sebagai tolok ukur replikasi, sehingga pemilihan dan presisi material sangatlah penting. Finishing setelan tembaga/bentuk rumit; grafit cocok untuk roughing/rongga besar. Ultra-presisi menggunakan tembaga-tungsten. Manufaktur melibatkan pemodelan UG/Mastercam, penggilingan berkecepatan tinggi, penyelesaian EDM, dan inspeksi laser. Cetakan yang rumit menggunakan strategi multi-elektroda: elektroda roughing mengutamakan kecepatan, elektroda finishing mengutamakan presisi.
Optimasi Parameter Cerdas
Parameter inti seperti lebar pulsa, interval, arus, celah mengikuti prinsip “pertukaran efisiensi-presisi”: pengasaran menggunakan pulsa/arus besar untuk kecepatan; finishing menggunakan pulsa/arus kecil untuk kualitas. Peralatan modern memiliki perpustakaan parameter cerdas yang mencocokkan pengaturan secara otomatis dan menyesuaikan melalui pemantauan debit waktu nyata. Hal ini mengurangi ketergantungan operator, seperti mengoreksi interval pulsa untuk anomali celah atau mengkompensasi keausan elektroda.
Pemantauan Proses Penuh
Pemantauan mencegah kegagalan akibat kontaminasi, keausan, atau deformasi sedang:
1) Pemantauan pelepasan mendeteksi busur dan menyesuaikan parameter untuk menghindari pembakaran;
2) Probe dalam mesin memeriksa dimensi pasca-segmen;
3) Kemurnian/suhu/tekanan sedang dikontrol.
Cetakan ultra-presisi menggunakan interferometer laser dan analisis elemen hingga untuk kontrol loop tertutup kompensasi pengukuran proses, mengurangi kesalahan cetakan bilah mesin aero dari ±0,005mm menjadi ±0,002mm.
[ad_2]
Penerapan EDM dalam Pembuatan Cetakan
